以下是:辽宁省大连市螺旋管【TPEP防腐钢管】核心技术的产品参数
以下是:辽宁省大连市螺旋管【TPEP防腐钢管】核心技术的图文视频
【钢兴】以匠心打造多元场景产品,涵盖
甘井子无缝钢管、
西岗内外抛光流体管、
朝阳液体输送流体管、
锦州Q355E无缝钢管等。
螺旋管【TPEP防腐钢管】核心技术,
钢兴钢管(大连市分公司)为您提供
螺旋管【TPEP防腐钢管】核心技术的资讯,联系人:
刘学成,电话:
【18762195566】、【18762195566】。 辽宁省,大连市 大连市历史悠久,早在约六千年前就得到了开发。清光绪二十五年(1899年),始称大连市。1984年,被批准为沿海开放城市。1985年,被确定为计划单列市,享有省级经济管理权限。1994年,被批准为副省级城市。大连市是中国重要的港口、工业、贸易、金融和旅游城市,是东北亚国际航运中心、国际物流中心、国际贸易中心和区域性金融中心,东北对外开放的窗口,同时也是国务院批复确定的中国北方沿海重要的中心城市、港口及风景旅游城市,辽宁沿海经济带中心城市,还是卫生城市、森林城市、园林城市、全国文明城市、知识产权强市建设示范城市、中国国际化营商环境建设标杆城市和首批全国法治政府建设示范市,并于2018年和2020年入选GaWC世界二线城市。
产品视频展示,助您洞悉螺旋管【TPEP防腐钢管】核心技术产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:辽宁大连螺旋管【TPEP防腐钢管】核心技术的图文介绍

钢兴钢管(大连市分公司)优异的 直缝钢管 产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为值得尊敬和信赖的合作伙伴。始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!


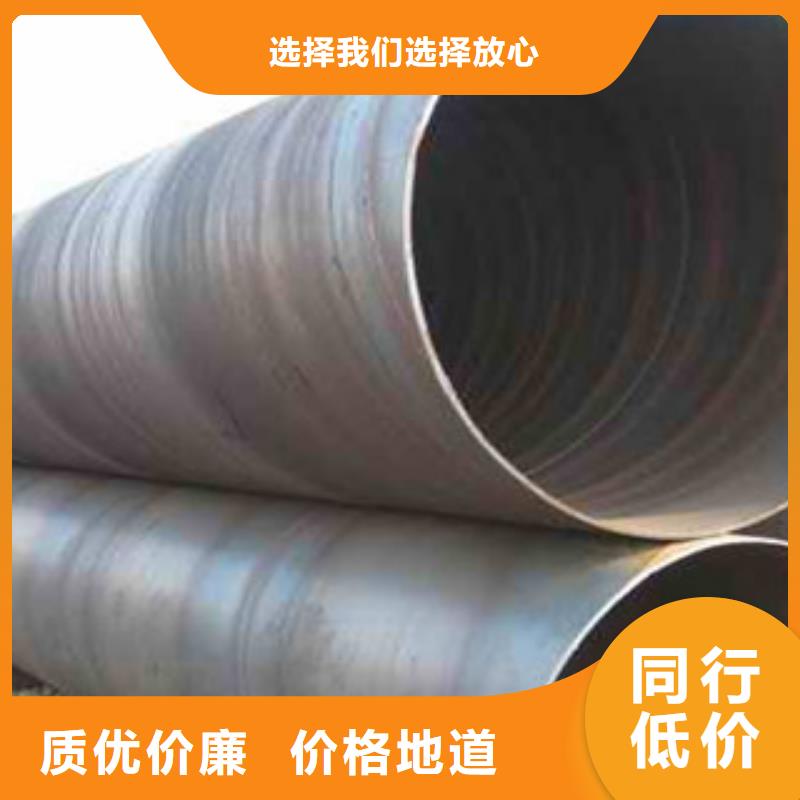
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。简介生物亦称为螺线筒或螺线体。螺旋管的外径约为30毫米,内径约为10毫米,相邻的螺旋间距约为11毫米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫米纤维螺旋化形成30毫米粗纤维,使DNA长度进一步压缩6倍。
工业用管螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能符合规定。



焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
螺旋管【TPEP防腐钢管】核心技术_钢兴钢管(大连市分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:刘学成,风化店乡后枣园工业区。